1��ǰ����
����ij�켈�S��a1.5��105t��ɫ��Ʒľ�{����,���Ɲ{���a���F�������y���x����������늴�����Ӌ��
�������^������\��,���B��ϵ�y��,�O�y�B�m�����D��ѭ�h������늴�����Ӌ,�����h���l������(����1200kPa���ض�160�桢���|���g��),����늴������������r����ķ���ϩ�ēp��,��ʹ�D��ѭ�h�x��o���\��,��ˇ�ˆTֻ�ܑ{������������������һ��ֵ�r,���������D�ܵ��Ķ���,�������l�O�侀ͣ�C��
2����Q˼·
���������M��늴�����Ӌ�r���F,��؛�����L,������ͬ�ڏ���늴�����Ӌ�ļ��gָ���_�����ض������h����Ҫ��;�����ϼ��g����,ԭ�ȵ��M��늴�����Ӌ(�����\�Еr�g��Ӌ���M����)Ҳ����o���m���ض��h���ęz�y�������p�ĵġ����˱M���Q���a�ϵ��y�},������С�ڏ�늴�����Ӌ�y������֧���������k��,Ŀǰ����늴�����Ӌ�o��ͬ�r�M��ߜء��߉������g����ͨ���ļ��gҪ��
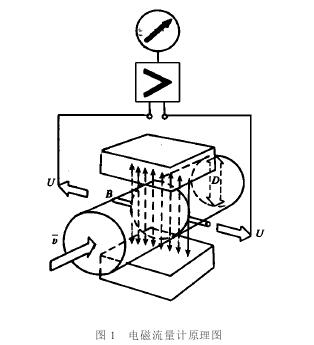
����늴�����Ӌ�Ĝy��ԭ���ǻ��ڷ�����늴ŸБ����ɡ���:���Һ�w�ڴň������и�������\�ӕr,���w�Юa���Б�늉�,��Б�늉���:
U=kB`nD
ʽ��:
k�������x������;
B�������ŸБ�����;
`n�������y���ܽ���ȵ�ƽ������;
D�������y���ܵă�ֱ����
�����y�������r(�D1),���w���^��ֱ�����ӷ���Ĵň�,��������w�����ӸБ���һ���cƽ������(�༴�w�e����)�����ȵ�늉�(���Ҫ�y������Һ�w��������ȵ�늌���),��Б�늉���̖ͨ�^�����cҺ�wֱ�ӽ��|��늘O�z��,��ͨ�^��|�������Ŵ���,Ȼ���D�Q�ɽyһݔ����̖��
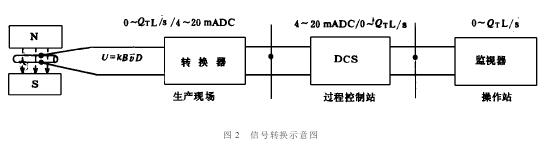
������֪�����\�Еr,ԭ�D��ѭ�h���O������������0��QTL/s(��1��ʾ����,��2��ʾ֧��,��T��ʾ����),�@�r����ݔ���Ę˜���̖��4��20mADC,ԓ��̖������DCS(��ɢ����ϵ�y)�\���,�@ʾ�ڲ����Oҕ���Ϟ�0��QTL/s�����������OӋ�ķ���֧���е��������Q2�����ܵ�����Q1֮�͞��D��ѭ�h�����������QTL/s,��ô����ͨ�^�O��֧��늴�����Ӌ�����̞�0��QTL/s,�t�䌦����ݔ���˜���̖Ҳ��4��20mADC,��DCS�\���,�@ʾ�ڲ����Oҕ���ϵ���������߀��0��QTL/s,��Ӱ푹�ˇ�ˆT����������(�D2)��
3����·�OӋ���x���x��
�����mȻ���������y���ǰ��b�ڲ���·��������,���Ʌ�������·�еĹ�����������:
X=Qȫ�_/Qmax
ʽ��:
Qȫ�_���������ܿ����yȫ�_�rͨ�^������;
Qmax��������ˇ�������wͨ�^�����������
�������O�������b��һ����ȫ�_�����������y��ϵ��Xֵ��Ҫ��ӳ�����������Ի�׃�ć��س̶ȡ���������������Ҫ��ָ�y��ǰ����㶨�r,���wͨ�^�y�T�������c�_��֮�g���Pϵ,��������������Ҫȡ�Q���yо���Π�,�֞龀�ԡ����������_�����タ�ķN��Ŀǰ,ԓ��ˇ�����������������y���������������nj�����,����@�c�D�Q��ݔ����̖���c����׃��(����)Q�����ȼ�ؓ��(�a��)׃�����P����X=1�r,����·�yȫ�P,�����y�Ĺ������������c��������������ͬ���SXֵ�ĜpС,�mȻ�����y�������������������]��׃��,����·ϵ�y�ĿɿرȌ����,й©������;����,���Hϵ�y����ͬ�r���ڴ���·������Ӱ�,���y�ω����S���������Ӷ�����,ʹ��ϵ�y�Ŀɿر��Mһ���½������¿����y���H���{��׃������������С,��������������á�����,�����y���ڹ�·�@�N������ʽ����(ע��:���@��H�Ǽ��O,���H�����������y���b�ڹ�ˇ������)���OӋ��,һ��Ҫ��Xֵ��������0.8,����·�������ֻ��ռ�������İٷ�֮ʮ�ס�
������֪��ˇ���܃ȏ�dT��300mm,�����\�Еr,�D��ѭ�h�O�����������QT��260L/s,�������������VT��
��������:

���]��Ŀǰ��ˇ���a�������_��80%����,߀���A�ڔU�����a������,�ʼ��O��������\�Еr,����֧���������Q2��5L/s,����V2��3m/s,��ô֧�ܹ�·�OӋ�ߴ��:

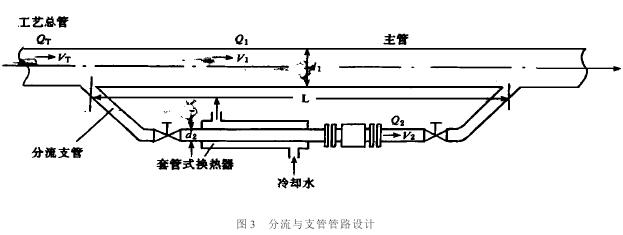
�����x��ֱ����58��4.0mm�ğo�p䓹�����֧�ܹ�·���������P늴�����Ӌ�x���OӋ�Y��,����x�����wʽ늴�����Ӌ,��������̖��AE205G-CS2-ESJ/ECG(DN50PN25Tmax=180���մ��r��),������D3�ķ���֧�ܜy��������
4���˶�����
��������늴������D�Q���������m�������V,�¹��̄����R,����̎���^�͵Ġ�B,�����ڹ�����ȥ��,�܃����پ�̎���^�ߠ�B,ֻҪ�ڬF�����ăx���ĝM���̾����m��,����Ҫ���Q�x�������,Ҫ�O��֧��늴�����Ӌ������,���֪�����^֧�ܵ�����V2,��V2��δ֪,���҂�֪��,����·����ѭ�|���غ⡢�����غ��ԭ�t��,߀�ܸ�֧�ܵ���������(��Ħ����)������@һ�l���ļs��,��:
��hf1=��hf2=��=��hfn=��hf (1)
�������,���ܼ�֧���е�Ħ��������횷���ʽ(1)��Ҏ��,��:
��hf1=��hf2��

ʽ��:
hf������1kg���w���ӕr��˷�Ħ���������pʧ������,J/kg;
L��Le������ֱ�ܵ��L�ȼ��ܼ��Į����L��,m;
V�������ٶ�,m/s;
d�������A�܃ȏ�,m;
�ˡ�����Ħ��ϵ��,�o��Ρ�
������֪���܃ȏ�d1��300mm��䓹�ݔ��156�������Һ,��3000mm�L��һ������·�ϲ���һ���ȏ�d2��50mm��䓹�,�����b��늴�����Ӌ,45�㏝�^2��(�x��45�㏝�^��Ŀ���DZ�����������̫�ߕr,֧�ܮa������h��;����������̫�͕r,֧�ܿ��ܛ]������),�Д��y2��(�O���ք���·�Д��y����ҪĿ�����ڮ�늴�����Ӌ�l�����ϕr�Д���·,���ڙz��,���C��ˇ�^���^�m�M��)���ܵ���ݔ�͵�����Һ(�֞�ѭ�h���õ�ϡ��Һ),������֪,���ܶȦў�1088kg/m3,ճ�Ȧ̞�0.003Pa��s��
�����|���غⶨ��QT=Q1+Q2,�t
������:QT=(��/4)d12v1+(��/4)d22v2
260��10-3=(3.14/4)��0.32v1+(3.14/4)��0.052v
֧�܃�����:v2=132.48-36v1(3)
����ȡ�ܱڴֲڶȦ�1=0.3mm(�f��),��2=0.1mm(�¹�),���������ֲڶȦ�/d�����Z�ʔ�Re���ɲ����,����˕r��Ҫ��v�Ĕ�ֵ,�ʟo�����ֵ,�˕r���Բ���ԇ��Ӌ�㷨:�������`���,�ڹܵ����õ��ٶȷ���,���Oһ�����m������,�Ķ��������Reֵ,Ȼ���Ħ��ϵ���cRe���������ֲڶ��g���Pϵ�D�в����,��ʽ(2)Ӌ���hf,�������hf2���酢��ֵ,������ʽ(3)��ʽ(2)�����hf1,�������hf1=��hf2,�t�f�����O��vֵ���m,��t�����Ovֵ,�؏�����Ӌ��,ֱ������ġ�hf1=��hf2��ֹ��
���Ov2=0.32m/s,��ʽ(3)���
v1=(132.48-v2)/36=3.67(m/s)
����Re=dv��/��,���:
Re1=(0.3��3.67��1088)��0.003=399296
Re2=(0.05��0.32��1088)��0.003=5803
���ܡ�֧�ܵ������ֲڶȞ�:
��1/d1=0.3/300=0.001
��2/d2=0.1/50=0.002
�ɴ�,��æ�1=0.0206,��2=0.0386��
�����²�Ӌ���y�T���ܼ��Į����L�ȡ������ܡ�֧�ܵ�Reֵ������4000,���;���������,�ɏĹܼ��c�y�T������ϵ���c�����L�Ȕ������в��:
45�㏝�^����0.85m
ȫ�_��ֹ�y��15m
�������L�ȡ���Lei=0.85��2+15��2=31.7(m)
ֱ���L�ȡ�3m
�������y��������ϵ������2=0.02(�S���ṩ),���:
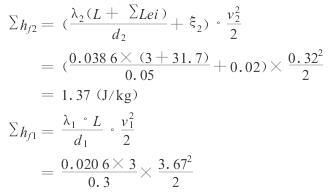
=1.39(J/kg)
������Ӌ��Y��֪,��hf1�֡�hf2,�����x��֧������v2=0.32m/s�Ǻ��m�ġ�
����Q=(�С�4)d2v,���:֧������:
Q2=(3.14��4)��0.052��0.32��1000=0.628(L/s)
����,֧�����������̑��O��0��0.628L/s��
�������,ͨ�^����ͬ�a�����������ƵıȌ�,�Oҕ���@ʾ�������c���H����׃��څ��һ��,�@�f���ˌ�֧���������̵ĺ˶��DZ��^����ġ�
5�����o��ʩ
�����������L늴�����Ӌ��ʹ�É���,�ѷ���֧�������w�ĜضȽ���20��30��,�@�mȻ���������wճ�Ⱥ��ܶȵ�һ��׃��,�����ٮa��Ӱ�,���@��Ӱ푺�С,�ڌ��H�����y���п��Ժ��ԡ����غ�����w�R�뿂�ܕr,����ˇ������Ӱ�Ҳ���Ժ��ԡ�֧�������w�ضȽ���20��30��,�@��늴�����Ӌ���f,�乤���h�������ơ��ڰ��b늴�����Ӌ�r,��ǰֱ�ܶ�������һ��ֱ��100mm�Ĺ���,�ƳɆγ���ʽ�Q����(�D3),ʹ늴�����Ӌ��ʹ�É����õ����L��
6���Y���Z
���������M���O�䡢��Ӌ�r���F,��؛�����L���ăr���Ͽ��]���ڴ�ڏ�늴�����Ӌ,�ڏ�Խ��,�r��Խ�ߡ�������С�ڏ����մ��r���늴�����Ӌ,���H����ʹ�x���\�����^�õĹ�����B��,߀�ɽ��̓x����Ͷ�Y�M�á�
���σ��݁�Դ�ھW�j�������֙�Ոϵ���h��!