ժҪ������ʯ�����K���a��ˮ�Ŀ���һ�����ˮ��ҺλӋ������ҺλӋ�ܸ�ˮ���w�R��ˮ��Ӱ푽��������̖�Ɂy������ʯ�����K���a����ˮ�������Ʋ��ʴ_����Ʒ��ˮ��һ�£������^���տs��һ�ӣ���Ʒ���^�ߴ��e�ܴ���늴�����Ӌ�^�õؽ�Q���@һ�y�}��
0����
����ʯ�����K��һ�N���ͽ�������,�����|���p�����ȸߡ��Gɫ�h�����������ܺü��ɷ����I��ʩ����ݺͳɉ�ռ����eС�����c,�V�������ڸ�����ķdz��ȸ��������ڇ���һ�����ˮ��ҺλӋ,���H���a������ҺλӋ�ܸ�ˮ���w�R��ˮ��Ӱ�,��ˮ�������Ʋ��ʴ_,���³�Ʒ��ˮ��һ��,�����^���տs ��һ��,��Ʒ���^�ߴ��e�^��,�aƷһ��Ʒ���^�͡�
�����������������T��SIWAREX��ӷQ��ϵ�y�������a�^��,ʯ��۽���ӷQ��ϵ�y����׃�l����ݔ�͙Cݔ�͵�Ӌ�����ς},�_���O������ֹͣ,�����_����y�T���딇��C��ˮͨ�^ҺλӋ����������ˮ�},�_���O������ֹͣ,����늴��y���딇��C����Ӌ����ʯ��ۡ�ˮ�c�o���������ڔ���C�Д���1min�ɾ����ϝ{,���D������͙C��ģ������ҺλӋ�ܵ���ˮ���w�R��ˮ��Ӱ푽��������̖�Ɂy,���Ӌ�����ʴ_������늴�����Ӌ���ҺλӋ������ˮ,Ч�����á�
1 늴�����Ӌ�x���c���b
1.1늴�����Ӌ���c
1)늴�����Ӌ�Y������,�o�D�Ӳ���,���������L,Ӌ�����ȸ�,���ܿɿ���
2)�������y�����Пo��������������,��˟o���Ӊ����pʧ,�����ڶ������},�m���ڜy�����БҸ�����w�w�����w�S�ȵă�����(����ˮ�����{������^��ĝ{Һ)��
3)������̖��������M�ň��Ŀ��g���γ�,���ǹܵ������ϵ�ƽ��ֵ,��ˏ�늘Oƽ�������������ζ�ƽ������ֱ�ܶ������^�̡�
4)늴�����Ӌ�o�Cе�T�ԡ������`�����ɜy��˲�r�}������,Ҳ���c��Ԫ�M�σx����Ӌ��C���M�ɸ��N�Ԅәz�y���{��ϵ�y�ͳ̿�ϵ�y��
5)������ݔ����̖��һ���cƽ�����ٳɾ����Pϵ��늄ӄ�,���Ҝy���Y���cҺ�w�Ĝضȡ��������ܶȡ��ȵ����텢���o�P����˜y�����ȸߡ������ɿ���
1.2늴�����Ӌ���x��ԭ�t
����늴�����Ӌ���x��,��Ҫ�ǂ����������_�x��,���D�Q��ֻ��Ҫ�c֮���Ϳ��ԡ�
1)�ڏ��c���̵��x��
�����������ڏ�ͨ���x���c�ܵ�ϵ�y��ͬ�Ŀڏ�������늴�����Ӌ���f,������2~4m/s�^���m�ˡ���������r��,��Һ�w�Ў��й��w�w��,���]��ĥ�p����r,���x�������١�3m/s�������������̿��Ը����x��M���̴����AӋ�Ĵ�����ֵ���x��
2)�ضȺ͉������x��
����늴�����Ӌ�ܜy�������w�����c�ض�����һ�����Ƶġ�ʹ�É�����횵���ԓ����ӋҎ���Ĺ���������Ŀǰ,�������a��늴�����Ӌ�Ĺ�������Ҏ���:�ڏ�С��50mm,����������3MPa��늴�����Ӌ�Ĺ����ض�ȡ�Q�����õ��r�����,һ���5~70�档
3)���r�����c늘O���ϵ��x��
�����������ă��r���ϼ�늘O���ϱ�횸������|���������W���|���x��,����ˇҺ�w���ԁ�ˮ,�x��늘O���|��M-���f���P�;���r���Ϟ�F-���ķ���ϩ��
������������ˇӋ��Һ�w�������x��ԭ�t,�x��������늴�����Ӌ,Ҏ����̖���1��ʾ��
1.3늴�����Ӌ�İ��b
Ҫ���C늴�����Ӌ�Ĝy������,���_�İ��b�Ǻ���Ҫ�ġ�
1)�����������b���҃ȸ���ͨ�L̎,���ⰲ�b�ڭh���ض��^�ߵĵط�,�����������,�M�����_���Џ��Ҵň����O��,���늙C��׃�����ȡ����b���c�����ڙz�ޡ�
2)���˱��C�������y���܃ȳ�M���y���|,�������ô�ֱ���b,�������¶��ϡ�������Һ�̃�����,��횴�ֱ���b�����F��ֻ���Sˮƽ���b,�t��횱��C��늘O��ͬһˮƽ�档
3)�������ɶˑ��b�y�T����·��
4)늴�������������늘O���y���Ď�������늄�,���Ԃ�������Һ�w�λ����A�ġ�����ʹҺ�w�λ����,�������c���w���ֵ��λ,�Ա��C�������M�Мy�����������⚤�c���ٹ܃ɶˑ������õĽӵ�,�D�Q���⚤Ҳ���ӵء�
5)���˱���ɔ_��̖,���������D�Q��֮�g����̖��������Ό�����ݔ�������S����̖�|���Դ������ͬһ��|�܃�,��̖�|�L��һ�㲻���^30m��
6)�D�Q�����b���c�����⽻��ֱ�����ň������,�h���ضȞ�-20~50��,������Ȳ�����80%��
7)���˱�������׃�����y���ȵ�Ӱ�,�����{���y���O���ڂ��������Ρ�����С�ڏ��Ă��������f,����늘O���ĵ�����Ӌ�M�ڶ˵ľ��x���ஔ�ڎױ�ֱ��D���L��,���Ԍ�����ֱ�ܿ��Բ���Ҏ����
2늴�����Ӌ�����a����
2.1���a�����O��
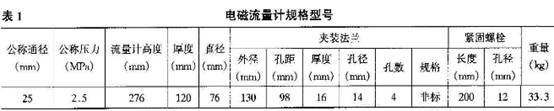
���������_�x�úͰ��b��,Ҫ�Ɍ��I�ˆT�������a��ˇ�M�Ѕ���Ӌ�㡣Ȼ��Ԕ������ʹ���f���������Ѕ���һһ�O��:����������0~2.5Mpa,�����ضȞ�0~30��,����ϵ��k=1,˲�r������6.00m3/h��
���������O����,��SET�I����,���������O�����Ԅӷ���,���ǹ�ˇ���ϱ�����׃,�������˲������Ը�׃�O��������
2.2���a����
ʯ�����K���a��ˇ����:
1)�����c����
��������ϵ�y�����T��SIWAREX��ӷQ��ϵ�y�������a�^�̡�ˮͨ�^늴�����Ӌ�������딇��C,�_���O������늴��y�P�]������ʯ��۵ȹ��wԭ�Ͻ���ӷQ��ϵ�y����׃�l����ݔ�͙Cݔ�͵�Ӌ�����ς},�_���O������ֹͣ,�����_����y�T���딇��C�����H���a�^��,���υ�����һ�����12�K��4m2�O��,ˮ�c����ʯ�ࡢ�V���۵ȵ����ϱ�����280kg:320kg��
��Ӌ����ʯ����cˮ�ڔ���C�Д���1min�ɾ����ϝ{,���D������͙C��ģ��
2)��c���
�����ϝ{�ڳ��͙Cģǻ������5min,����Һ���Ν{�C�����ɂ��г�,��ʯ�����K�Ͽڹγ��Π������5min����Һ������C��ʯ�����Kһ�R픳���
3)�A���b܇
�����Ú�ӊA�ߌ�ʯ�����Kץס������,�ع̶�܉�����ߵ��A��λ�÷ŵ�����G܇��,ÿ܇��3��3�й�36m2��
4)����
�����b�Mʯ�����K�ĸG܇��Һ���܇�C����������G����܉���\�н�һ�����^���L����42h���G,�����Ʒ��ˮ<5%��
5)�ּ����
�������G��܇�v���D��[�ɵ���܇����,��ж܇�A�ߌ������ʯ�����Kж��,�����ϸ�aƷ�z��,�ϸ�aƷ�a����,ÿ�����b���ɌӲ�ӹ�24�K,��䓎�������졣
2.3�aƷ����
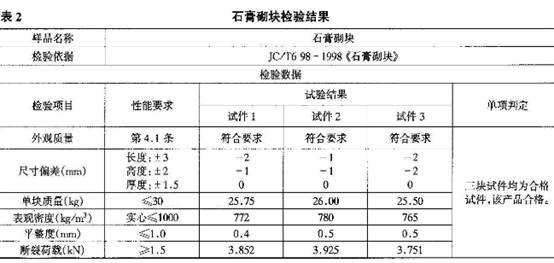
��������늴�����Ӌ����ʯ�����K���a��ˮ,��Ʒ��ˮһ��,�����^���տs����,��Ʒ���^�ߴ�,�aƷһ��Ʒ���^�ߡ� ���ęz�y,���ָ�˃��ژ˜�Ҫ��,Ҋ��2��
3�YՓ
1)��늴�����Ӌ����ʯ�����K���a��ˮ,��Ʒ��ˮһ��,�����^���տs����,��Ʒ���^�ߴ�,�aƷһ��Ʒ���^�ߡ�
2)����ˮ��,ʹ����G�ضȡ��ٶȿ��Ƹ��ӷ�����
3)����ˮ��,ʹ�Ν{���Ϝp��,��Ч�ع��s�ɱ���
4)늴�����Ӌ�������a��ˮ,�m���ڸ��N���ėl�塢�Ӛ��ú�����K�����ͽ��ĵ����a��
���σ���Դ�ھW�j�������֙�ϵ���h��!