[ժҪ]ᘌ��F����������Ӌ����ݔ���ֲ�������Ć��}��ͨ�^��������Ӌ��������ՓӋ�㹫ʽ���������F�θ��Ӱ돽������ֵ�ǷǾ����Pϵ����Փ�ϣ����F�θ������Ξ钁�タ�r������ݔ���ֲ������_���^���������]���ɼӹ��ԣ������タ���ƞ�A���Σ���ˌ��F��ֱ���F�θ��ӸĞ�A�����F�θ��ӡ���������ՓӋ�㹫ʽ����һ�����`����ٽY�ϬF��ֱ���F�θ�������Ӌ��ԇ�˶��������_���A�����F�θ��ӵijߴ硣ͨ�^�����˶��b���M�Ќ���ԇ��K��C���M��ĈA�����F�θ�������ݔ���ķֲ����������@���ڸ��Mǰ��ֱ���F�θ��ӣ�����ˮaƷ�y�����ȣ��̶ȱP��ҕ�XЧ��Ҳ���@��ߡ�
0����
������������Ӌ��һ�N��e׃��ʽ����Ӌ�����й��������ɿ������̱Ȍ����ɜy�����ٽ��|�ȃ��c���V��������Һ�w�����w���������|�������y������������Ӌ��������ԭ���֞�ɷN�Y����ʽ:һ�N���F�ι�ʽ���������z�y�C������һ�����¶��ϵĴ�ֱ�F�ιܺ�һ�������F���S�������Ƅӵ�ֱ���ӽM��;��һ�N�ǿװ�ʽ����һֱ���Ѓ�Ƕ�װ壬�F�θ�����ֱ���S�������������Ƅ�;����Y�����F�ι�ʽ�F�ܵă��F�Ğ鸡�ӵ����F�����ڙCе�ӹ������ڿװ�ʽ��������Ӌ�Y����ʽ�M�и��M������
���������װ�ʽ��������Ӌ�Ĺ���ԭ����֪����ֱ�ܺͿװ�ȏ��ߴ�̶��r������ݔ����Ҫ�c�F�θ������P��Ŀǰ������ʹ�õ��F�θ��Ӵ����ֱ�F�棬����ݔ���ֲ�����������ֵ�ֲ���rֱ�^���w�F�ھ͵�ָ�ʽ�Ŀ̶ȱP�ϣ����w�ķֲ�������ǰ40%������ȱ��^�ֲ����^��ɢ����40%�������С���ֲ����^���У�Ӱ푮aƷ�y�����ȣ�ҕ�XЧ�������롣��ˣ����б�Ҫ���F�θ����M���Mһ���ķ������M����������ՓӋ�㹫ʽ����������Փ�Ϸ���������ݔ���ֲ��^������r�F�θ��ӵ��F���Π�ٽY�������˶�ԇ��M����C��
1��Փ����
�����װ�ʽ��������Ӌ�Ĺ���ԭ����D1��ʾ,���w���¶��������װ��c�F�θ����γɭh����ͨ��e�r�������w���������F�θ��������ɶˮa������F�θ����ܴˉ���Ӱ��γ�һ�������������������ڽ������w���F�θ��������r���F�θ��Ӿ͕��������˕r�h����ͨ��e�S֮�������w�����S֮�½����F�θ������ɶˉ���ͣ�������Ҳ�S֮�pС�����F�θ����ܵ����������_��ƽ��r�����������ijһ�߶ȡ����F�θ��������߶ȴ_���ĭh����ͨ��e�c���������ȣ���˙z�y��λ�þͿ������������
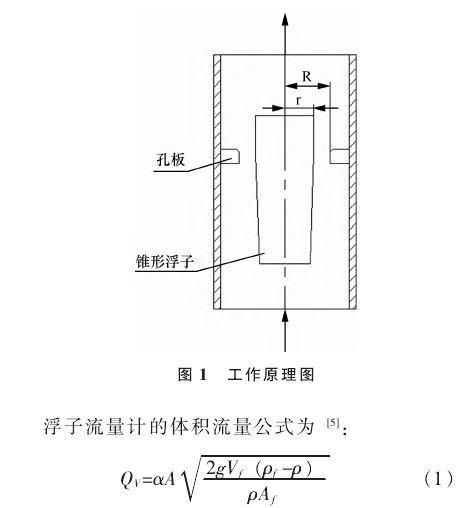
����ʽ��:QV���w�e��������������ϵ����A��h����ͨ��e��g���������ٶȣ�Vƒ�鸡���w�e��ρ�����w�ܶȣ�ρƒ�鸡���ܶȣ�Aƒ�鸡�����ӭ����e��
������������Ӌָʾ��������Ҫ�֞�ָ�ָʾ�ͺ�Һ�����@�͡�ָ�ָʾ���еĿ̶ȱP����ֱ�^�@ʾ������ݔ���ķֲ���r����ָ�ָʾ�͞�����о������ɹ���ԭ����֪���������@ʾݔ����^������ֲ��r�����������߶�Ҳ�ǽ^������ģ�����������ՓӋ�㹫ʽ�������˕r�F�θ��ӵ��F���Π
�����������Mǰ���е������x�ͱ������������Ќ����ĸ���̖�����ӳߴ缺֪�����Ӳ��|�x�ò��P�316L���y�����|��ˮ����˹�ʽ�еĸ����ܶȡ������w�e�����w�ܶȺ������ӭ����e����֪��������ϵ���鳣�������@Щ���ϲ���һ
���̶��Ĕ�ֵK����������Ĺ�ʽ��:
Qv=KA(2)
�����ɺ�����Ĺ�ʽ(2)��֪�������c�h����ͨ��e֮�g��һһ�����ľ����Pϵ���h����ͨ��e���ɿװ�ȏ����F�θ����⏽�γɣ��װ�ȏ�����֪�̶�ֵ��׃���ĭh����ͨ��e��Ҫͨ�^�F�θ��ӿ��ƣ��F�����⏽��׃������
A=πR2-πr2(3)
����ʽ��:R��װ�ȏ���r���F�����⏽��
�ѹ�ʽ(3)���˹�ʽ(2)��:
Qv=KπR2-Kπr2(4)
��KπR2=��,Kπ=b����ʽ������:
Qv=a-br2(5)
�����˹�ʽ�钁�タ������ͨ�^.�������ƌ����������������@ʾݔ����^������r���F�θ��ӵ��F���Π�钁�タ��
2���F�θ����M�и��M����
������Փ�ϣ����F�θ��ӵ��F��ӹ��ɒ��タ�Π�Ϳ��Ԍ��F�����^������ݔ���������ڌ��H�ӹ����a�У����タ���ӹ�;ͬ�r������Ӌ����.�����Ñ�������ͬ������ֵ������ͬ�Ē��タ�Π�o�����H�������a��Ӱ����aЧ�ʡ���ˣ����F�θ��Ӹ��MҪ����ӹ��Ժ����aЧ�ʣ���K�_�J���M�ķ�����ʹ����ݔ���ֲ��M��څ�ھ�����ߜy�����ȺͿ̶ȱP�ֲ�ҕ�XЧ����
�������ڈA�������ڼӹ���ֻ��Ҫ��ͨ�Ĕ��ؙC�����ɣ���ˣ����F�θ����F���Π��ɒ��タ�����OӋ��A���档��������ՓӋ�㹫ʽ����һ�����`��D���ó��ĽYՓֻ�����酢��,��Ҫ�ٽY�ϸ��Mǰ��ԇ�˶������_���A���F�θ��ӵijߴ硣
�����Կڏ�DN25������2500L/h�Ŀװ�ʽ��������Ӌ�������M�о��w�ĸ��M�^�̷��������Mǰ���F�θ�����ֱ�F�棬ԇ�˶�����ȡ0��10%��20%��30%��4.0.....11�������c����19,�Y�����1��ʾ���̶Ȳ�ֵ��ָ���������c�Ŀ̶Ȳ
��1ֱ���F�θ��ӵ�ԇ�˶��Y��
| �����c/% |
0 |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
�����˜ʱPλ��/% |
0 |
14 |
28 |
40 |
52 |
62 |
70 |
76 |
82 |
86 |
90 |
�̶Ȳ�ֵ |
|
14 |
14 |
12 |
12 |
10 |
8 |
6 |
6 |
4 |
4 |
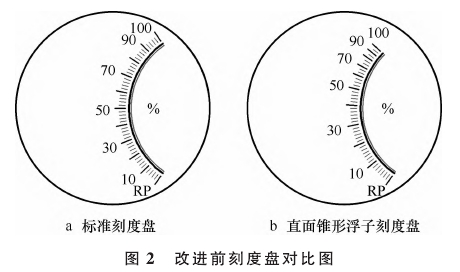
�������˶��Y�����������ɿ̶ȱP����D2b��ʾ���̶����L����������11�������c���c�D2a��ʾ�Ę˜ʿ̶ȱP�M�Ќ��ȿ�֪��ǰ40%������ȱ��^�ֲ����^��ɢ����40%�������С���ֲ����^���У�ҕ�XЧ���ͬ�r�y������Ҳ�����90%��100%ֻ�Ѓɂ��̶ȸ�������׃���c���̫��������93%��97%�����g��������ָʾ��95%��λ�á������ڏ��������εķֲ���r����ơ�
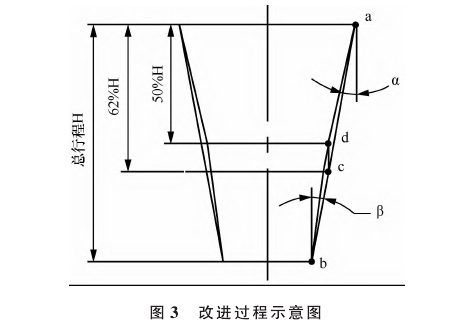
�����ɱ�1������֪�������c50%̎�������˜ʿ̶ȱP��λ�Þ�62%���f���F�θ������������г̵�62%����62%���г�̎�ĸ����⏽�c�װ�ȏ��γɵĭh����ͨ��e���ܜy��50%�������������B��ԓ���F�θ������������г̵�50%,��50%���г�̎�ĸ����⏽�c�װ�ȏ��γɵĭh����ͨ��e�Ϳ��Ԝy��50%������������茢62%̎�ĸ����⏽�Ƅӵ�50%̎����D3��ʾ,����c�c�Ƅӵ�d�c����a��b��d���c�_�J�A�����ɱ�1������֪�������c10%~80%λ���c��ͬ50%̎һ��ƫ�ߣ�ͨ�^�´_�J�ĈA�����Ɍ�10%~80%λ���c�������M���{�����������D3���еİ돽�c�����ơ��D2��ǰ40%��������ȴ��f���Aб��a�^С���´_�J�ĈA�������˃Aб��a�ĽǶ�ֵ;��40%���������С���f���Aб�Ǧ��^���´_�J�ĈA�������˃Aб�ǦµĽǶ�ֵ��
����ͨ�^�����������Ɍ�ֱ���F�θ��Ӹ��M��A�����F�θ��ӡ�
3ԇ���C
����ͨ�^�����˶��b�ã������M��ĈA���F�θ����M�Ќ����˶�ԇԇ�˶�����ȡ0~100%11�������c����,�Y�����2��ʾ���������B�ֲ���ȫ����r����10%�Ŀ̶Ȳ�ֵ��ԓ��һ�µġ����ȸ��Mǰ���M���ԇ�������Mǰ��10%�Ŀ̶Ȳ�ֵ����14����С��4�����10;���M���ֵ����12����С��8�����4;��10����4�����w�ķֲ������Եõ����@��ߡ�ͬ�r,�̶Ȳ���С4���Ӟ���С8������׃���c�g��Ӵy���������@������ߡ�
�������˶��Y�����������ɿ̶ȱP����D4b��ʾ���c�D2b���Mǰ�Ŀ̶ȱP�M�Ќ��ȣ��ֲ����������@��ߣ�������ǰ����ɢ��μ��еĬF��,���w�ֲ�څ�ھ���ҕ�XЧ���^�ã�څ���ژ˜ʿ̶ȱP�ʬF�ķֲ�Ч����
| �����c/% |
0 |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
�����˜ʱPλ��/% |
0 |
12 |
24 |
34 |
44 |
54 |
62 |
72 |
80 |
88 |
98 |
�̶Ȳ�ֵ |
|
12 |
12 |
10 |
10 |
10 |
8 |
10 |
8 |
8 |
10 |
���������������M�^�̣����M�����ڏ��������ε��F�θ��ӡ�����ͬ�Ĺܵ��ڏ��������������o����ͬ�ĸ��ӳߴ磬ͨ�^�����˶���C�ͷ���,��K�ó������ĸ��ӳߴ硣��DN20�ڏ�������Ӌ�������ɜy�ĝM���̅^�g��650~2000L/h(20%Cˮ)֮�g����K�_�J5�N���ӳߴ纭�w������������������1̖���ӌ����ĝM���̷�����650~800L/h�����͑�Ҫ������Ӌ�������@���^�g�ȣ����x��1̖����;�Դ�����ڷֶ�����ֵ�������Ⱦ����x���m�ϵĸ�����̖��
4�Y���Z
����ͨ�^��Փ�������Mǰ�˶�������Y�ϣ���ֱ���F�θ��ӸĞ�A���棬ԓ���M���������˿ɼӹ��ԡ��ӹ�Ч�ʺͷֲ������ԡ���Kͨ�^�����˶��b���M��ԇ���C���C�����M��ĈA�����F�θ�������ݔ���ķֲ����������@���ڸ��Mǰ��ֱ���F�θ��ӣ�����ˮaƷ�y�����ȣ��������ָ�ʽ�̶ȱP��ҕ�XЧ����
����Դ�ھW�j,�����֙�ϵ���h����